Search

Search

Elevate your industrial operations with our Evaporation Plants. Engineered for optimal performance, our plants...

Multiple Effect Evaporators are high-performance HVAC units streamlining liquid concentration.

Upgrade your industrial operations with our premium-grade Wastewater Evaporators. Designed for peak efficiency...

Film Dryers are industrial machines designed to efficiently remove moisture from thin layers of materials...
Film Dryers are industrial machines designed to efficiently remove moisture from thin layers of materials...

It is the back of our team members that have enabled us to stand out in the market and gather a wide customers base. Based on qualification, experience, skills and knowledge, we have allocated...

We guarantee premium quality of our products as we manufacturer them using the best raw material and latest production technology. We practice fair set of policies that are framed keeping in mind...
Vikrama Innovative Technologies Private Limited is dedicated to achieving the utmost satisfaction of our esteemed customers, recognizing that customer satisfaction is paramount for survival in the competitive market landscape. Through our unwavering commitment to quality and excellence, we have effectively positioned ourselves as a reputable manufacturer and supplier of cutting-edge products like Wastewater Evaporators, Film Dryer, Liquid Discharge System, Membrane Bioreactor, etc. Integrity is the cornerstone of our business philosophy.





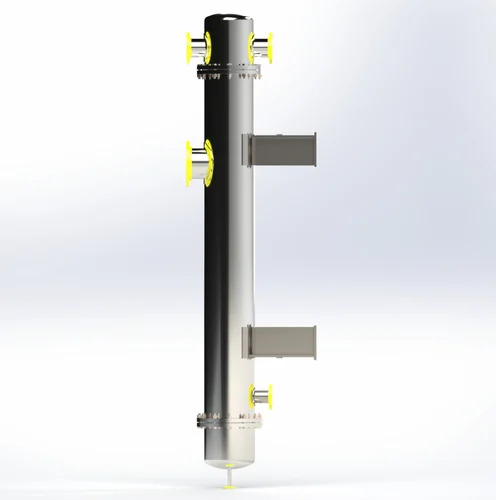
Vikrama Innovative Technologies Pvt. Ltd. is a trusted manufacturer and supplier of high-performance Industrial Heat Exchanger designed for efficient heat transfer across various industrial processes. These systems are widely used in chemical plants, pharmaceutical industries, petrochemical processing, power generation, food processing, and wastewater treatment facilities.
An Industrial Heat Exchanger is engineered to transfer heat between two or more fluids without mixing them. These systems help improve energy efficiency, process control, and operational productivity in industrial plants.
We manufacture a wide range of Heat Transfer Equipment, including shell and tube heat exchangers, U-tube heat exchangers, condensers, and custom heat recovery systems using high-grade materials such as SS304, SS316, carbon steel, duplex steel, and Titanium to ensure corrosion resistance, durability, and long-term performance.
High-efficiency heat transfer performance
Robust and corrosion-resistant construction
Designed for high temperature and pressure operations
Energy-efficient and low maintenance
Custom-built designs based on process requirements
Shell and Tube Heat Exchanger
U Tube Heat Exchanger
Plate Heat Exchanger
Condenser Heat Exchanger
Heat Recovery Systems
Chemical Processing Plants
Pharmaceutical Manufacturing
Petrochemical Industries
Power Plants
Food & Beverage Processing
Industrial Wastewater Treatment Systems
Experienced Industrial Heat Exchanger Manufacturer
Customized engineering solutions
High-quality fabrication and reliable performance
Competitive pricing and technical support
Price Range: 3,00,000 25,00,000 (Approx.)
The mentioned price is tentative. Final price will depend on heat transfer area, material of construction, design pressure, operating temperature, and technical specifications.
Contact us today to receive a detailed technical proposal and quotation for your Industrial Heat Exchanger requirement.

Price:
GST : 36AALCV5300J1Z7









 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese